History of Coffee Roaster Temperature Control
Controlling the temperature applied to coffee beans over time (the roast profile) was a manual process for many years after the introduction of commercial coffee roasting machines. Typically, a knob or lever was used to control the gas input, thereby adjusting the flame level and thus heat applied to beans. The intensity of the flame could be viewed by the operator through a window and the temperature monitored by watching an analog temperature gauge.
Since the application of heat over time is the primary influencer of caramelization and the Maillard reaction, the ability to control heat input is paramount to getting the desired colors and flavors in roasted coffee. While attainable when roasting manually, doing so consistently is challenging to say the least.
Automated Burner Level Adjustment
Progress towards automating heat delivery in coffee roasting machines came with programs that adjusted the burner level up or down after a specified amount of time elapsed. Alternatively, some systems allow you to define burner steps, which are triggered when predetermined target temperatures have been reached. The burner then holds steady until the subsequent target temperature is reached, and then the burner is adjusted again. Repeating until the end of the program is reached.
Unfortunately, neither of these approaches correlate heat delivery to actual bean temp. Meaning neither changes to ambient conditions, heat cycles of the roaster itself, nor batch size are compensated for. The resulting lack of consistent repeatable roasts leaves a lot to be desired.
PID Controllers
The advent of the PID (Proportional, Integral, Derivative) control meant that an automated system could run a feedback loop, constantly comparing a measured value against a desired value. Then calculate the amount of correction needed to be applied to something, such as a heat source.
When applied to coffee roasters this translates to a system that constantly reads the current temperature, then regulates the burner towards the desired temperature at a specific time in the roast process (as defined by a roast profile).
Over the course of a roast, the system is continuously cycling through:
- Determining where bean temperature is supposed to be at a given time in the roast. Otherwise known as the setpoint (SP). Determined by the baseline temperature curve of the profile you want to match
- Comparing the setpoint with the current bean temperature. Otherwise known as the process variable (PV)
- Determining the difference between setpoint and process variable. Any disparity is a temperature “error” value representing the delta between desired and bean actual temperature
- Changing burner % to guide system to 0 delta in temperature values
Loring Roaster Example
Bean Temp PID Profile Roasting utilizes an automated PID loop to control the roaster following a baseline. It constantly monitors bean temperature, and automatically increases / decreases burner percentage to follow the baseline curve. This happens multiple times per second to achieve a predetermined bean temperature at a given time (i.e. determinant). This results in much more fine-grained control, and repeatability of roast temperatures.
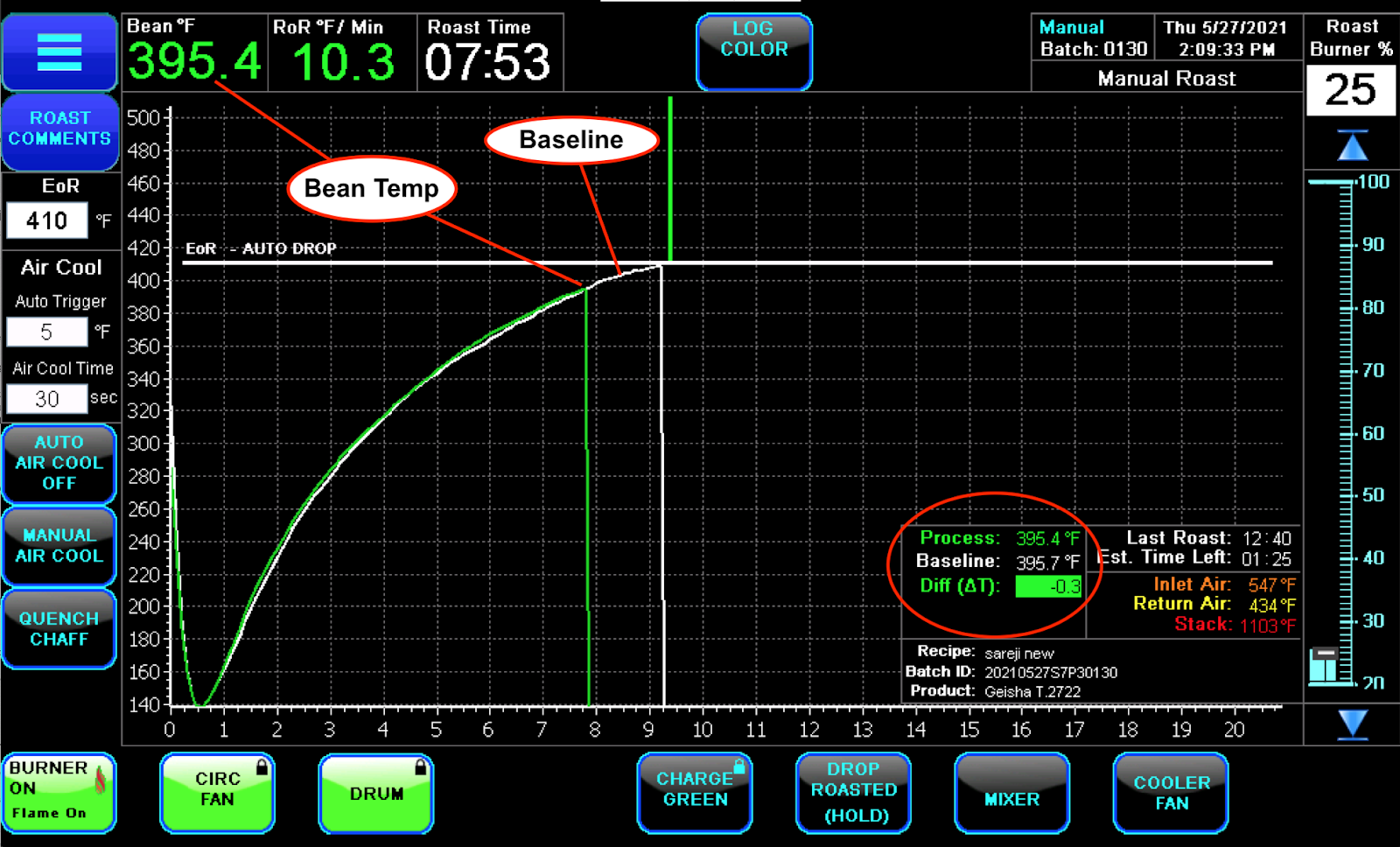
During a Profile Roast, the Main Roast Screen
- The white profile curve represents the Baseline (Roast Profile) that will be followed during the roast.
- The green curve shows the history of the Bean Temperature overlayed
- The current Bean Temperature is displayed real-time upper left.
- The Roast Burner % Slider is in read only mode. It displays a real-time burner value as updated from the PID calculation. The roaster’s flame is controlled by this value and varies as needed to tightly follow the Baseline.
- The Delta Temperature (ΔT) shows the difference between the Process Temperature (Bean Temperature) and the Baseline Temperature (the desired temperature as defined in the Roast Profile).
Before Turn Around Point (TAP)
Running an existing roast profile starts with suggested values for the Initial Burner Setting (IBS) and Charge temp, for a given batch size. The Charge temp being the predefined return air temperature at which green beans will enter (or “charge”) the roast chamber from the green bean hopper above the roaster. The Initial Burner Setting being the desired burner percentage to which the roaster will go to after the roast chamber is charged with green beans. These values are derived from a lookup table that is model specific, and interpolated based on the batch size and thermodynamic properties of the roaster model (i.e. S15, S35 and S70). The values have been determined based on math, input from master roasters, rumored witchcraft, and lots of testing.
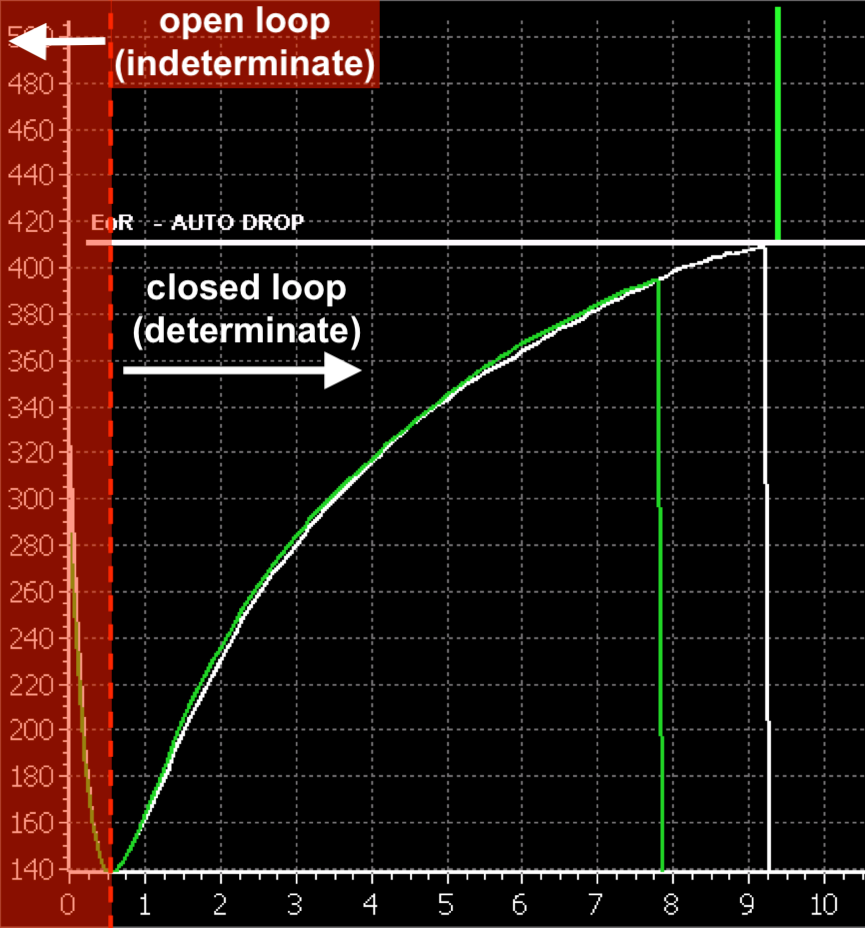
The lookup table values are used to set the initial burner setting as close to the desired profile with the appropriate rate of rise at the TAP point, or point at which the bean thermocouple sensor and bean temperature match as beans are dropped into the roast chamber cooling the thermocouple. At this stage, the roaster is running in an open loop state.

After Turn Around Point (TAP)
After the TAP (bottom of the curve, where bean temperature begins to rise), the roaster transitions to closed loop operation. The roaster control system, made up of a fast reacting bean thermocouple and programmable logic controller (PLC) code, updates multiple times per second.
Controlling Temperature
The desired setpoint (SP) temperature is 398° F and the process variable (PV) temperature measured by our bean thermocouple is 390°. For our burner controller, this results in an error of 8°. Accordingly, the output of the burner is increased and our bean temperature rises to 395°. This same process will repeat until the bean temperature reaches our setpoint. When the error is zero, the burner controller will drop to its minimum output setting and the bean temperature will decrease. Ultimately, our bean temperature will not match our setpoint, and again an error will be generated and the process will repeat until the end of the roast.
This is a somewhat simplified description of the PID feedback control process. In the real world many calculations are applied to the SP and measured PV signals. These calculations are called the “Modes of Control” which include the aforementioned Proportional (P) Integral (I) and Derivative (D). The coefficients in the PID algorithm are the secret sauce. Each roaster should have its loop tuned to the thermodynamics of that model. Further, the control is only as good as the inputs. For example, a noisy bean thermocouple will cause unnecessary adjustments from the PID.
Frequently Asked Questions (FAQ)
Q. How is a Loring PID Profile Roast different from a Burner Recipe?
A. Burner Recipes work based on temperature and burner % setpoint pair. At a specific temperature, the system will adjust burner percentage to a predefined amount. This is an open loop system, which does not take into account time or allow for variability in batch size when reproducing a roast.
Bean Temp PID Profile Roasting leverages an automated PID loop to control the roaster following a baseline. It constantly monitors bean temperature, and automatically increases / decreases burner percentage to follow the baseline curve. This happens multiple times per second to track a predetermined bean temperature at a given time. This results in much more fine-grained temperature control, and repeatability of roast results.
Loring Burner Recipe and Profile Roasting Comparison
| Burner Recipes | PID Profile Roasting | |
| Temperature control | Burner percentage, trigger by temperature | PID control loop |
| System type | Open loop (indeterminate) | Closed loop (determinate) |
| Reproducibility of roasts | Same roaster model and batch size | Variable batch sizes.* Transferable between roaster models.* |
Q. How accurate is PID control?
Loring roasters have demonstrated the ability to stay within +/- 2° F (+/- 1.1 °C) throughout the PID controlled portion of a roast profile for a given batch size.
Q. How is Loring’s PID loop different from other roasters?
A. PID control systems are fairly mature and well understood in industrial process control. That said, there are no adhered to industry standards that define how a PID controller should work, or what algorithm it should utilize. The result is that different controllers, or even the same controller integrated by different companies, can end up with wildly different results. Potentially delivering a completely out-of-control roasting process.
Loring’s PID system is tuned to provide minimum reaction time, without over / under shooting the constantly changing target temp. Combined with Loring’s highly dynamic roasting environment and fast-reacting bean thermocouple, this results in an extremely flexible and accurate roasting experience.
Q. Can you share profiles between Loring roasters?
A. Yes. Using Loring’s Roast Architect profile designer application, or an FTP client, you can transfer a roast profile between machines. Even if they are a different Loring model (i.e. S15 to S35). Using the correct batch size, with recommended charge temperature and initial burner setting, you should realize consistent results.
References
PID controllers are a pretty technical topic. We’ve tried to use this post to distill it down as it relates to coffee roasting. If you’d like to learn more about PID, there are many fine references to be found on the interwebs.